
Авторизация
Сброс пароля
Система автоматического контроля качества стеклянной тары на линии розлива
Заказчик: NDA

Разработана система автоматического контроля качества стеклянной тары на линии розлива на базе платформы ML Sense. Использует машинное зрение и нейросети. Снижение брака и рекламаций.
Агентство-исполнитель кейса

Nord Clan
Создаем системы машинного зрения, LLM, чат-боты, сервисы обработки больших данных и предиктивной аналитики
1. Вводная задача от заказчика, проблематика, цели
На линии розлива стеклянные банки проверялись без автоматизированной системы контроля. Основная часть дефектов выявлялась визуально или не выявлялась вовсе.
Даже редкие повреждения стекла могли привести к попаданию брака в готовую продукцию и последующим рекламациям.
Нужна была система, которая будет проверять каждую банку в потоке, работать без остановки линии и снижать влияние человеческого фактора.
Основные дефекты:
- сколы
- посечки
- тёмные включения
- пузыри
Задачи
- Автоматизировать проверку качества стеклянных банок на двух этапах: до налива и после закрытия крышкой.
- Обеспечить отбраковку без остановки линии.
- Интегрировать систему в существующую инфраструктуру с учётом требований по безопасности.

2. Описание реализации кейса и творческого пути по поиску оптимального решения
Мы предложили клиенту решение, разработанное на платформе ML Sense.
ML Sense — платформа для контроля качества продукции на производствах конвейерного типа. Входит в Реестр Отечественного ПО.
Как работает система
На линии установлены два поста контроля. Они работают последовательно и закрывают весь цикл: от проверки чистой тары до контроля уже наполненной кремом банки.
Первый пост контроля — до розлива
На первом этапе проверяется пустая стеклянная банка после подготовки к наполнению. Система использует пять камер:
- четыре камеры фиксируют объект по окружности;
- одна камера контролирует горловину и верхнюю кромку.
Это позволяет получать полный обзор поверхности банки без “слепых зон” даже при непрерывном движении конвейера.
Алгоритмы анализируют видеопоток в реальном времени и выявляют дефекты стекла: сколы, трещины, пузырьки, включения и другие нарушения целостности. При обнаружении дефекта система формирует сигнал на исполнительный механизм отбраковки. Бракованная банка автоматически удаляется с линии без остановки потока.
Второй пост контроля — после розлива
После наполнения и укупорки банки проходят второй этап проверки.
Здесь задача усложняется: прозрачность и отражающие свойства стекла меняются, появляются блики, а сама банка становится визуально менее предсказуемой.
Для этого поста используется четыре камеры и специализированная система освещения, адаптированная под работу с наполненной тарой. Перед зоной контроля установлен делитель потока: после розлива банки идут плотным потоком, и без разделения система не может обеспечить корректную обработку каждого объекта. Делитель временно накапливает поток, после чего пневмотолкатели подают банки по одной с заданным интервалом.
На этом этапе система фиксирует дефекты, которые могли появиться при транспортировке или механическом воздействии: сколы, трещины, царапины.
Оба поста работают как единый цикл контроля: первый исключает дефектную тару до розлива, второй — страхует финальный этап и фиксирует повреждения после технологических операций.
Инженерная реализация
Проект требовал адаптации не только алгоритмов, но и самой инфраструктуры линии.
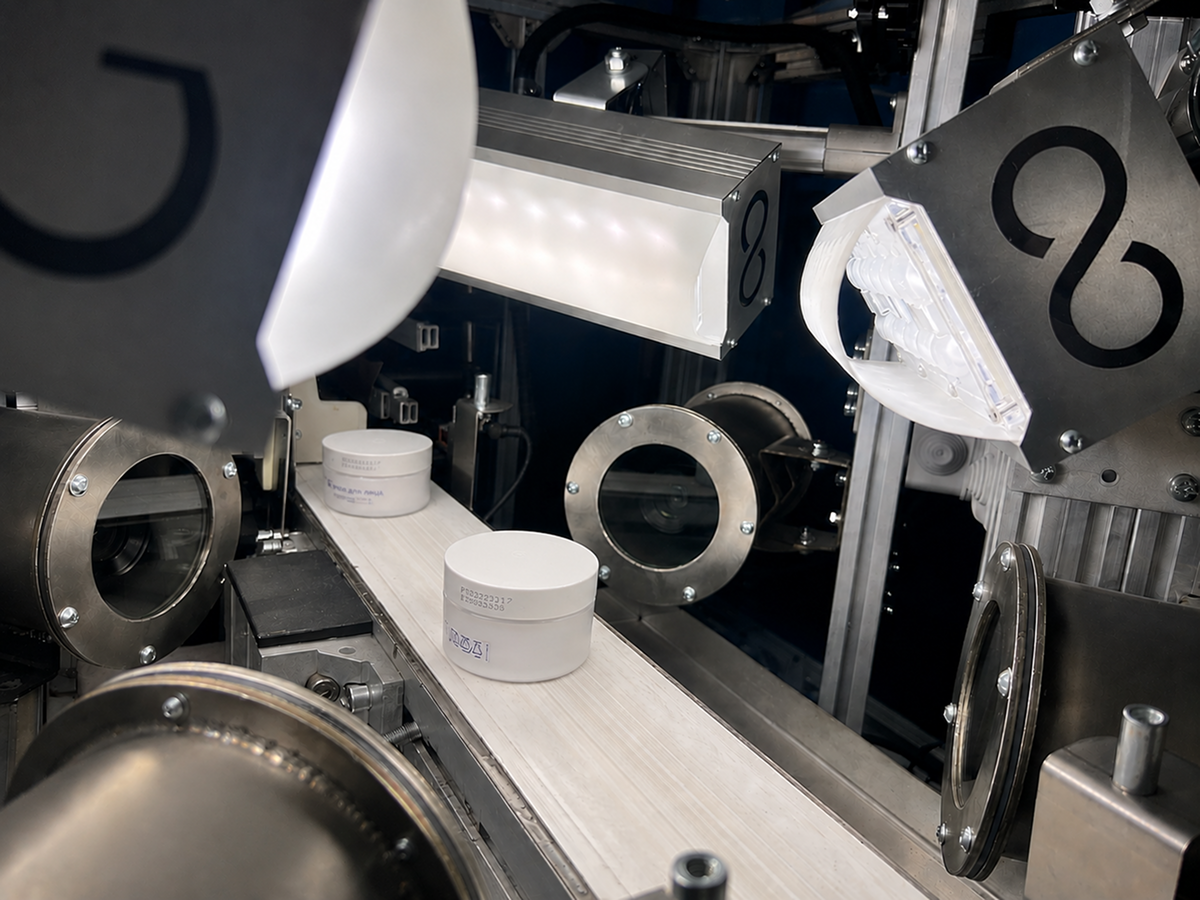
Производственная зона является закрытой, поэтому размещение оборудования потребовало отдельного конструктивного решения. Для камер и освещения были спроектированы защитные короба из тонированного оргстекла. Они решают сразу несколько задач:
- стабилизируют световую среду внутри зоны контроля;
- исключают внешние засветки и пыль;
- обеспечивают повторяемость изображения для алгоритмов;
- защищают персонал от интенсивного освещения.
Внутри корпусов размещены регулируемые крепления камер, системы освещения и оптические тубусы, обеспечивающие стабильную фокусировку и снижение шумов изображения.
Отдельным узлом системы стал модуль отбраковки. Он проектировался параллельно с системой контроля с учетом ограничений по пространству и скорости конвейера.
В его состав входят:
- пневматический механизм удаления банки;
- защитный шкаф управления;
- система блокировок;
- закрытый отсек для сбора брака.
Логика работы полностью автоматизирована: обнаружение дефекта → сигнал системе → отбраковка. При заполнении отсека брака линия автоматически останавливается, оператор получает светозвуковое уведомление.
Обучение модели и данные
Для стабильной работы системы требовалась модель, адаптированная под разные типы стеклянной тары.
На линии используются банки с различными оптическими свойствами: прозрачные, более темные и с разной степенью отражения. Это напрямую влияет на видимость дефектов.
Чтобы учесть это, датасет формировался в два этапа:
- лабораторное моделирование условий линии (освещение, конвейер, углы съемки);
- дообучение на реальном производстве с учетом вибраций, нестабильного света и реального поведения тары.
В сумме это позволило сформировать устойчивую модель, способную работать в разных визуальных условиях без потери качества детекции. После нескольких циклов обучения система достигла точности 93–100% в зависимости от типа дефекта.
Интерфейс и работа оператора
Система управления объединяет оба поста контроля в едином интерфейсе.
Оператор видит:
- видеопотоки со всех камер;
- текущие события по дефектам;
- статус работы отбраковки;
- архив зафиксированных случаев.
При необходимости можно открыть отдельное событие и посмотреть изображение дефекта с разных ракурсов, а также его тип и параметры.
Дополнительно реализована настройка логики детекции: оператор может включать или отключать отдельные классы дефектов и изменять пороги чувствительности.
Архив позволяет анализировать повторяющиеся проблемы и отслеживать качество продукции в динамике.


3. Результаты сотрудничества
Обеспечен полный контроль качества без участия оператора в принятии решений
Точность детекции 93–100%, обнаружение дефектов от 1×1 мм
Экономический эффект:
снижение потерь от попадания брака в готовую продукцию и рекламаций;
сокращение затрат на ручной контроль и повторные проверки;
снижение рисков остановок и внеплановых возвратов продукции с рынка;
средний срок окупаемости системы — 6–12 месяцев за счет уменьшения брака и операционных затрат.
4. Заключение
Nord Clan работает в сфере прикладной ИИ-разработки и входит в число ведущих компаний на российском рынке искусственного интеллекта. По количеству реализованных проектов с применением ИИ компания занимает лидирующие позиции в рейтинге Рунета.
Агентство-исполнитель кейса
Nord Clan
Создаем системы машинного зрения, LLM, чат-боты, сервисы обработки больших данных и предиктивной аналитики